인사이트
About UVC
UVC Youtube
UVC Linked in
2026-06-29
이승훈 팀장 / ㈜유비씨 DX센터 / shl@uvc.co.kr
제조 현장에서 설비를 원격으로 제어하는 일은 더 이상 신기술이 아니다. 현장과 떨어진 사무실에서 라인의 상태를 보 고, 설정값을 바꾸고, 정지 신호를 보내는 일은 이미 많은 공장이 한다. 그런데도 원격 설비제어가 2026년 다시 현안이 된 이유는 따로 있다. 자율제조(Autonomous Manufacturing)로 가는 길에서, 사람이 누르던 그 버튼을 점점 소프트웨 어와 인공지능(AI)이 대신 누르기 시작했기 때문이다.
손이 바뀌면 질문도 바뀐다. 사람이 원격으로 설비를 제어할 때 우리가 던지던 질문은 "원격으로 닿을 수 있는가"였다. 명령의 주체가 알고리즘과 에이전트로 옮겨가는 순간, 질문은 "그 명령을 신뢰할 수 있는가"로 이동한다. 설비는 모니터 화면 위의 숫자가 아니라 물리적 실체다. 잘못된 한 줄의 제어 명령은 화면을 흐트러뜨리는 데서 끝나지 않고, 용접 한 번 으로 라인 전체를 멈추고, 수율을 깎고, 대규모 리콜 사태를 부를 수 있다. 자율제조의 본질적 난점은 여기서 출발한다. 설비를 더 빨리, 더 멀리서 제어하는 기술은 이미 충분하다. 부족한 것은 그 명령이 옳다는 것을 닿기 전에 확인하는 구조다.
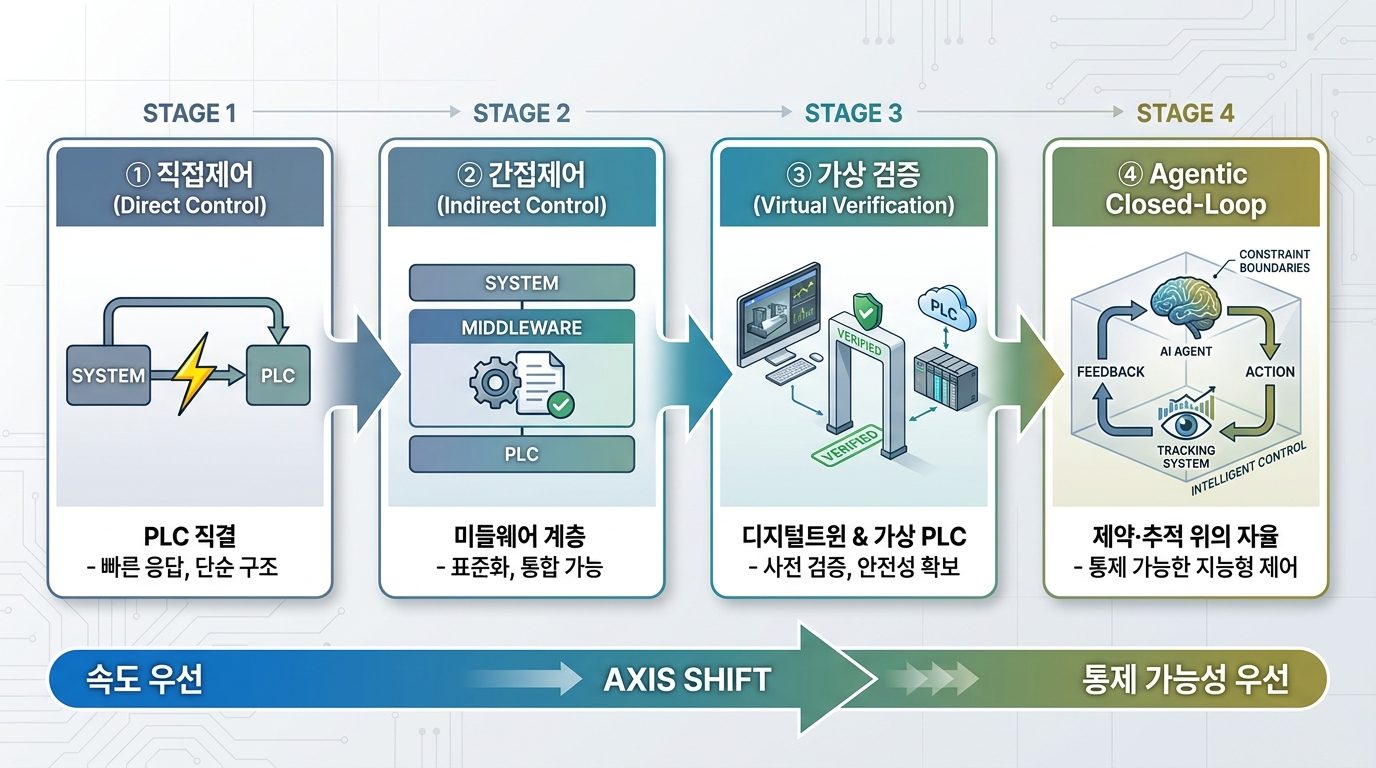
이 글은 원격 설비제어가 걸어온 두 갈래의 길 — 설비를 직접 두드리는 직접제어와 한 겹의 계층을 경유하는 간접제어 — 를 짚고, 2025년 Audi의 사례, 그리고 유비씨(UVC)가 국내에서 구현한 천일엔지니어링(중기부 AX 우수사례 대상)의 자율제어 사례를 통해 그 두 갈래가 결국 어디로 수렴하는지를 고찰한다. 결론을 미리 말하면, 자율제조의 제어는 빠른제어가 아니라 검증된 제어로 간다.
원격 설비제어에는 처음부터 두 갈래가 있었다
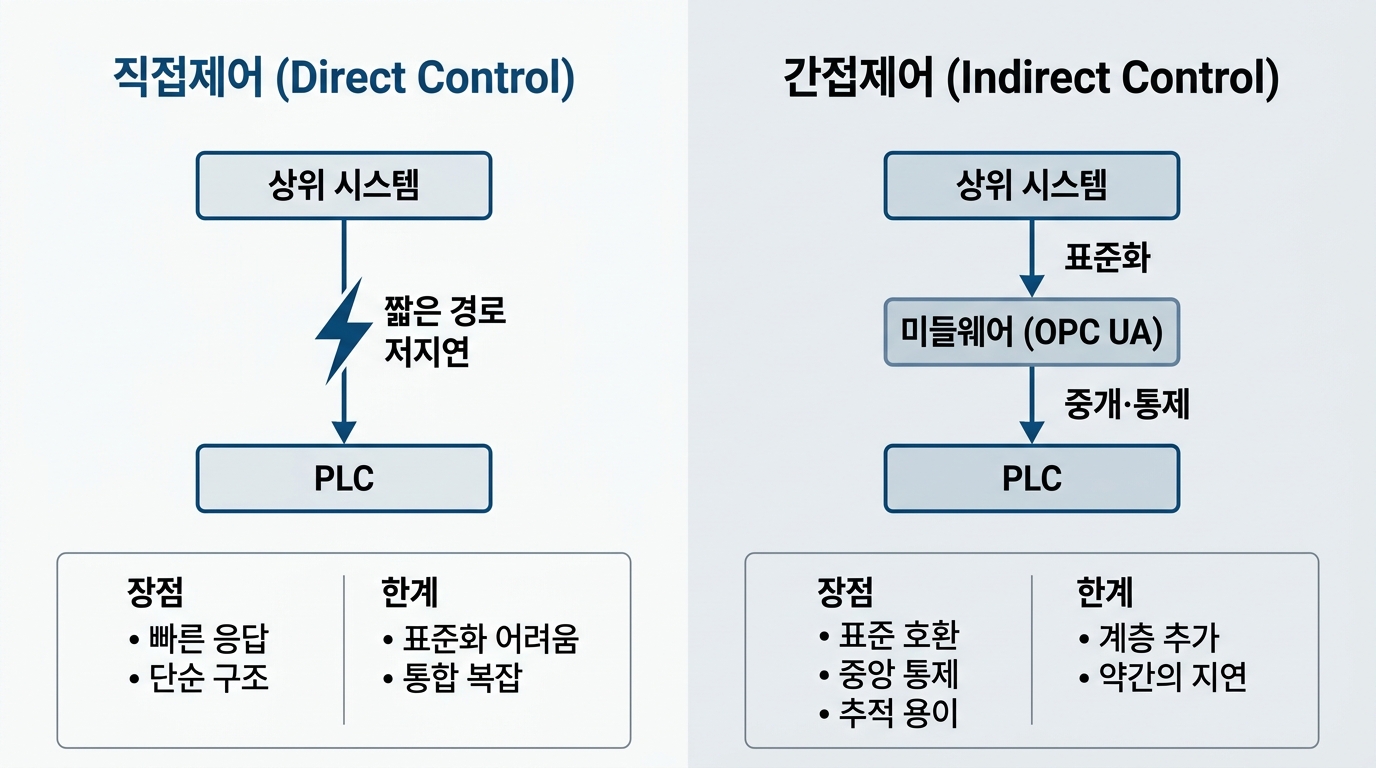
원격으로 설비를 제어한다고 할 때, 명령이 흐르는 경로는 크게 둘로 나뉜다. 하나는 각각의 설비의 두뇌인 PLC(Programmable Logic Controller)를 직접 겨냥하는 직접제어다. 제어 명령이 상위 시스템에서 PLC로 곧장 내려가 모터를 돌리고 밸브를 여닫는다. 다른 하나는 SCADA·MES 같은 상위 운영 시스템과 미들웨어(middleware) 계층을 경 유해 설비에 닿는 간접제어다. 명령은 표준화된 통신 계층을 한 번 거친 뒤 현장으로 내려간다.
두 방식은 우열의 문제가 아니라 설계 철학의 문제다. 직접제어는 경로가 짧아 빠르고 단순하다. 간접제어는 한 겹을 더 두는 대신, 그 한 겹에서 표준화·중개(中介)·통제를 얻는다. 자율제조가 어느 쪽을 택해야 하는가를 묻기 전에, 먼저 각자 가 무엇을 잘하고 무엇에서 막히는지를 정확히 봐야 한다.
PLC를 직접 잡는 제어는 빠르게 닿지만, 넓게 닿지 못한다
직접제어의 강점은 분명하다. 중간 계층이 없으니 지연(latency)이 짧고, 구조가 단순하며, 한 대의 설비를 정밀하게 다 루기에 부족함이 없다. 단일 라인, 단일 벤더, 정해진 공정이라면 직접제어만큼 확실한 방식도 없다. 현장 제어의 실시간 성이라는 측면에서, 플로어 가까이 붙은 직접제어가 유리하다는 점은 업계의 공통된 인식이다.
문제는 공장이 한 대의 설비로 돌아가지 않는다는 데 있다. 현장에는 제조사도, 세대도, 통신 규약도 제각각인 설비가 뒤 섞여 있다. 직접제어는 설비 하나하나의 고유한 주소와 규약에 명령을 맞춰야 한다. 설비가 열 종이면 제어 로직도 열 갈 래로 갈라지고, 라인을 늘리거나 설비를 교체할 때마다 그 갈래가 다시 엉킨다. 빠르게 닿지만, 넓게 닿지 못한다.
더 근본적인 한계는 추적성(Traceability)에 있다. 직접제어에서 명령은 흐른 뒤에 흔적을 거의 남기지 않는다. 어떤 맥락 에서, 어떤 근거로, 어떤 권한으로 그 명령이 내려갔는지가 PLC 단에서는 보이지 않는다. 사람이 통제하던 시절에는 그 맥락이 사람의 머릿속에 있었다. 그러나 명령의 주체가 AI로 옮겨가면, 머릿속에 있던 맥락은 어딘가에 명시적으로 기록 되고 검증되어야 한다. 추적되지 않는 제어는 통제될 수 없고, 통제되지 않는 자율은 자율이 아니라 방치다.
간접제어는 한 겹의 중개 계층으로 통제 가능성을 산다
간접제어가 한 겹을 더 두는 이유가 여기에 있다. SCADA·MES와 그 사이를 잇는 미들웨어, 특히 국제표준인 OPC UA(OPC Unified Architecture) 같은 계층은 이종(異種) 설비의 제각각인 언어를 하나의 표준 인터페이스로 번역한다. 상위 시스템은 더 이상 설비 하나하나의 고유 규약을 알 필요가 없다. 표준 계층에 명령을 건네면, 그 계층이 현장의 언어 로 옮겨 전달한다.이 한 겹이 비싸 보이지만, 실제로는 더 값지다. 이 중개 계층은 단순한 통역사가 아니라 통제의 길목 이기 때문이다.
모든 명령이 한 길목을 지난다는 것은, 그 길목에서 명령을 검사하고, 권한을 확인하고, 기록을 남길 수 있다는 뜻이다. 데이터 통합의 본질이 '연결'이 아니라 '정렬'이듯, 원격 제어의 본질도 '닿는 것'이 아니라 '정렬된 경로로 닿는 것'이다. OPC UA 가 표준화·보안·미래 확장성의 축으로 다시 주목받는 이유, 그리고 산업용 이더넷의 난립을 단일 인터페이스로 묶으려는 OPC UA FX(Field eXchange) 같은 흐름이 부상하는 이유가 여기에 있다.
유비씨의 제조 데이터 플랫폼이 바로 이 중개·통제 계층을 담당한다. 현장에 흩어진 이종(異種) 설비의 데이터를 수집해 하나의 표준 체계로 정렬하고, 상위 시스템과 설비 사이의 길목에서 데이터와 명령의 흐름을 한곳으로 모은다. 설비마다 다른 언어를 일일이 상위 시스템이 익힐 필요 없이, 단일 데이터 플랫폼 계층에 연결하면 된다. 연결의 수가 늘어도 통제 의 지점은 하나로 유지된다 — 이것이 미들웨어 계층을 한 겹 더 두는 일의 실익이다.
물론 한 겹의 계층은 지연(latency)을 더할 수 있다. 그래서 간접제어는 모든 제어를 떠맡지 않는다. 밀리초를 다투는 현 장 폐루프는 여전히 설비 가까이에서 처리하고, 미들웨어 계층은 그 위에서 표준화와 통제, 상위 시스템·클라우드와의 연동을 맡는다. 직접제어와 간접제어는 대체재가 아니라 역할 분담이다. 중요한 것은, 자율제조의 실현을 위해서는 제어 명령에 통제와 검증을 입히는 그 한 겹의 중요성이 점점 커진다는 사실이다.
Audi는 제어 박스를 캐비닛에서 소프트웨어로 끌어올렸다
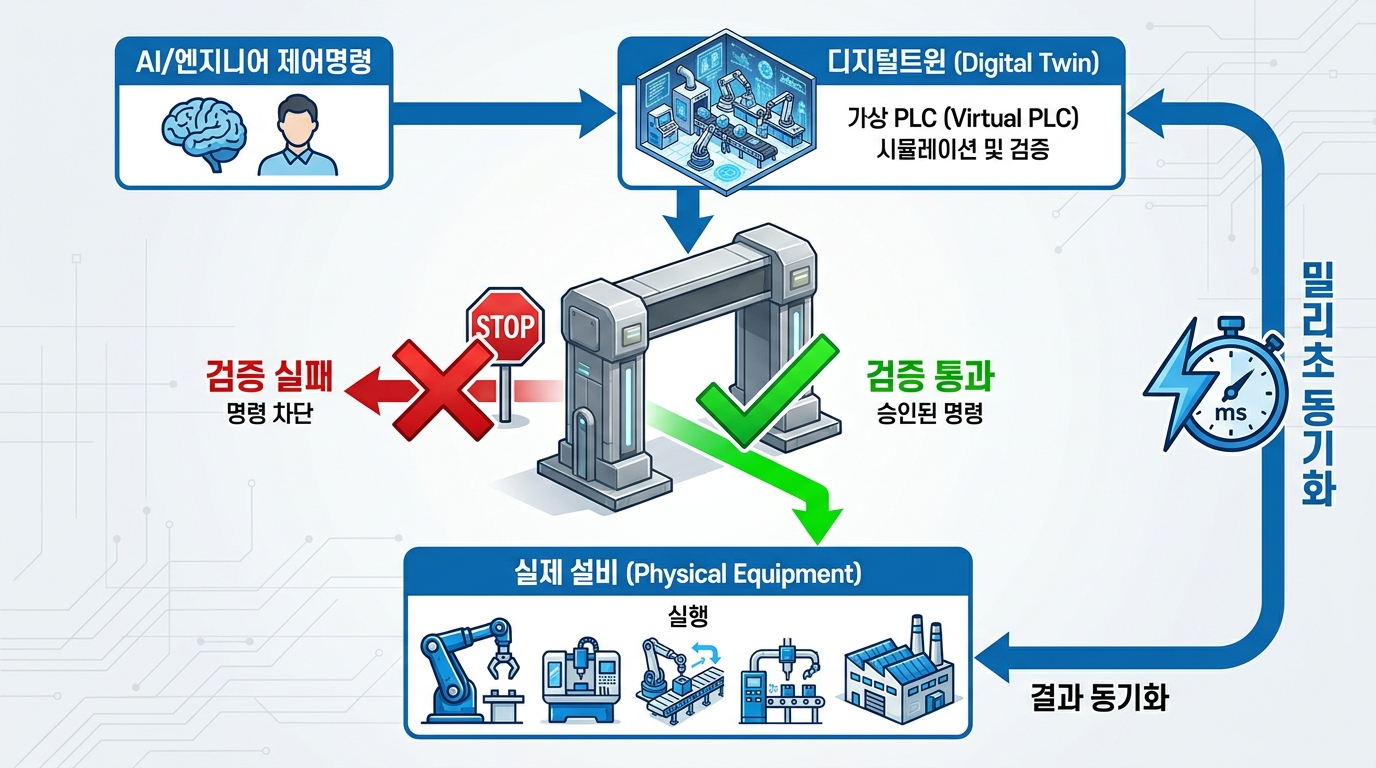
이 변화를 가장 선명하게 보여준 사례가 2025년 Audi다. Audi는 독일 잉골슈타트(Ingolstadt) 공장에서, 로봇마다 제어 캐비닛 안에 박혀 있던 물리 PLC를 떼어내고 그 제어 로직을 소프트웨어로 끌어올렸다. 지멘스(Siemens)의 가상 PLC인 Simatic S7-1500V를 HCI(Hyper-Converged Infrastructure) 위에서 실행하고, 엔비디아(NVIDIA) Omniverse 기반 디 지털트윈(Digital Twin)과 결합해, 로봇 제어 소프트웨어를 중앙에서 관리하는 구조로 바꾼 것이다.
진행 속도도 주목할 만하다. 2025년 4월 첫 검토에서 시작해 9월에 첫 시연을 마쳤고, 12월에는 두 곳의 생산시설에 구 축을 완료했다. 지금은 전기차 배터리 생산 계획 전반으로 확대를 검토하고 있다. 디지털트윈은 생산 레이아웃을 포인트 클라우드(Point cloud)로 스캔해 구성했고, 모든 로봇의 위치를 밀리초 단위 지연으로 현실과 동기화한다.
여기서 핵심은 '물리 PLC를 없앴다'는 사실 자체가 아니다. 제어를 캐비닛 속 하드웨어에서 검증 가능한 소프트웨어 계 층으로 옮겼다는 점, 그래서 설비에 명령이 닿기 전에 한 번 더 손볼 수 있는 자리가 생겼다는 점이다.
가상 PLC의 진짜 의미는 손쉬운 업데이트가 아니라 검증 가능성이다
제어 로직이 소프트웨어가 되면 가장 먼저 떠오르는 이점은 업데이트의 편의다. 캐비닛을 열지 않고도 로직을 고치고 배포할 수 있으니 당연한 매력이다. 그러나 그것은 표면이다. 가상 PLC의 진짜 가치는 명령을 실설비에 내리기 전에 디지털트윈 위에서 먼저 돌려보고 검증할 수 있다는 데 있다. 제어 엔지니어링에는 가상 시운전(Virtual Commissioning)이라는 오랜 과제가 있다. 설비를 실제로 돌리기 전에 가상 모델 시뮬레이터에서 제어 로직을 검증해, 현장에서 터질 사고를 미리 잡아내는 일이다. 가상 PLC와 디지털트윈의 결합 은 이 검증을 일회성 시운전이 아니라 상시적인 운영 절차로 끌어올린다. 새 로직을, 변경된 설정값을, 혹은 AI가 제안한 제어명령을 — 실제 설비가 아니라 디지털트윈 위에서 먼저 실행해 결과를 확인하고, 통과한 명령만 현실로 내려보내는 것이다.
그렇다면 이 검증은 직접제어로는 불가능한가. 불가능하다기보다, 어렵다. 검증이 성립하려면 가상의 모델이 현실의 설 비와 정렬되어 있어야 하고, 명령이 표준화된 경로를 지나야 하며, 그 과정이 기록되어야 한다. 검증 가능한 제어는 빠른 제어 위에 그냥 얹히지 않는다. 정렬되고 추적되는 구조 위에서만 성립한다.
천일엔지니어링 — AI의 분석이 설비 제어로 닿기까지, 국내에서 증명된 자율제어
Audi가 글로벌 완성차의 무대에서 보여준 이 방향은, 국내 제조 현장에서도 이미 증명되고 있다. 유비씨(UVC)가 자동차 변속기 부품 제조사 천일엔지니어링에 구현한 스마트등대공장이 그 사례다. 이 프로젝트는 디지털트윈을 통한 「모니터링 – 데이터 분석 – 설비 제어」가 하나로 이어진 AI 팩토리를 목표로 했고, 그 성과로중기부 AX(인공지능 전환) 우수사례 대상을 받았다.
이 사례의 핵심은 AI의 역할이 '분석'에서 멈추지 않았다는 데 있다. 사업 범위에는 AI 분석 결과와 연계된 설비·공정 제어 적용 구조 구축이 포함됐다. AI가 설비의 이상을 사전에 감지하고 최적의 운전 조건을 도출하면, 그 값을 PLC 제어와 연동해 공정에 직접 반영한다. 모니터의 숫자로 끝나는 분석이 아니라, 실제 설비 제어까지 닿는 자동화 파이프라인을 완성한 것이다. 사출 공정에서는 샷(shot)별 편차를 실시간으로 감지해 자동으로 설정값을 보정하고, 정상 범위를 벗어 나면 불량이 나오기 전에 스스로 멈추는 폐루프(closed-loop) 제어가 돌아간다.
주목할 것은 이 구조가 '검증된 명령'의 원칙 위에서 작동한다는 점이다. AI가 도출한 제어값이 표준화된 경로를 지나 설 비에 반영되고, 그 과정이 데이터로 기록된다. 분석과 제어가 한 흐름으로 이어지되, 명령은 통제 가능한 길을 따라 흐른 다. Audi가 개별 명령을 가상 트윈에서 사전 검증했다면, 천일엔지니어링은 그 명령을 만들어내는 AI 모델 자체를 검증 한 사례다. AI MLOps 플랫폼에서 데이터 수집–학습–검증–배포–재학습의 순환으로 모델의 신뢰성을 끊임없이 점검·개 선하고, 그렇게 검증된 모델이 내놓은 명령만 정렬된 경로를 거쳐 설비로 내려보낸다.
그 효과는 핵심성과지표로 확인됐다. 도입 전과 구축 후를 비교하면 시간당 생산성은 뚜렷하게 높아졌고, 공정 불량률은 크게 낮아졌다. AI의 판단이 검증된 경로를 거쳐 설비 제어로 닿을 때 그 효과가 현장의 성과로 돌아온다는 것을, 국내 제 조 현장이 증명한 것이다.
검증된 명령만 실제 설비로 내려간다 — 추적성과 온톨로지가 그 검증의 언어다
Audi의 가상 검증이든 천일엔지니어링의 실제 제어 연동이든, 검증과 통제가 작동하려면 시스템이 현실을 정확히 알아 야 한다. 여기서 두 가지 토대가 필요하다. 데이터 추적성(Traceability)과 제조 온톨로지(Ontology)다.
추적성은 '무슨 일이 일어났는가'를 기록한다. 어떤 설비가, 어떤 시점에, 어떤 명령으로, 어떤 상태가 됐는가를 빠짐없이 남기는 것이다. 온톨로지는 '그 데이터가 무엇을 의미하는가'를 정의한다. 설비 코드 M001이 단순한 문자열이 아니라 '1 호기 용접 설비'이고, 그 설정값 P001=11이 '11번 공정의 토크 한계'라는 의미 체계를 부여하는 것이다. 추적성이 사실 의 기록이라면, 온톨로지는 그 사실을 읽는 문법이다.
이 둘이 없으면 검증은 형식에 그친다. 의미를 모르는 시스템은 명령이 위험한지 안전한지 판단할 수 없다. M001의 토 크 한계를 '11'이라는 숫자로만 아는 시스템과, 그것이 1호기 용접 설비가 견딜 수 있는 상한이라는 의미로 아는 시스템 은, 같은 제어 명령을 받고도 전혀 다른 검증을 한다. 요컨대 검증은 추적성과 온톨로지라는 두 언어 위에서만 비로소 실 체를 갖는다 — 그 토대가 없으면 검증된 명령만 내려보낸다는 원칙도 구호에 그친다.
원격으로 설비를 제어한다는 것은, 누군가도 그 설비에 닿을 수 있다는 뜻이다
원격 제어가 열어준 문은 편의의 문이면서 동시에 위협의 문이다. 제어 경로가 멀리까지 열린다는 것은, 의도하지 않은 누군가도 그 경로로 설비에 닿을 수 있다는 뜻이기 때문이다. 여기서 얻을 교훈은 '원격 제어가 위험하니 닫자'가 아니다. 신뢰할 수 있는 원격 제어는 '연결'이 아니라 '인증되고 제약된 경로(authenticated, constrained pathway)'의 설계에서 갈린다는 것이다. 누가 어떤 권한으로 어떤 설비에 어떤 명령을 내릴 수 있는지를 명시적으로 정렬하고, 그 경로 밖의 접 근을 막는 일. 이것 역시 통제 가능성의 문제이고, 추적성과 권한 정렬이 그 통제의 실체다. 자율제조의 전제는 자율성이 아니라 통제 가능성이라는 명제는, 보안의 언어로 옮겨도 그대로 성립한다.
설비제어의 미래 — AI가 밸브로 내려온다, 그러나 먼저 합의할 것은 멈출 권한이다
설비제어의 다음 장면은 이미 윤곽이 보인다. 모니터링과 추천에 머물던 AI가 설정값을 바꾸고 밸브를 여닫는 폐루프 (closed-loop) 제어로 내려오는 흐름이다. 문제는 그 손이 빨라지는 것이 아니라, 그 손을 언제 멈출지에 있다.
자율주행차가 더 빠른 엔진이 아니라 더 정교한 제동과 판단으로 완성되듯, 설비를 제어하는 AI의 완성도 역시 똑똑함이 아니라 멈출 수 있음에서 갈린다. 에이전트가 내릴 수 있는 명령의 범위를 제약(Constraint)으로 묶고, 그 명령이 정렬된 경로로만 흐르게 하고, 모든 실행을 추적 가능하게 남기는 구조 — 이 보이지 않는 통제 골격을 우리는 하네스(Harness) 라 부를 수 있다. 설비제어로 내려온 Agentic AI에게 가장 먼저 쥐여줘야 할 것은 더 큰 자율성이 아니라, 언제 멈춰야 하 는지에 대한 합의다.
자율제조는 설비를 더 빨리 제어하는 것이 아니라, 설비에 닿는 명령을 통제할 수 있을 때 시작된다
다시 Audi의 캐비닛으로 돌아가자. 물리 PLC를 떼어낸 그 결정의 핵심은 하드웨어를 줄인 데 있지 않다. 명령과 설비 사 이에 '검증의 자리'를 만든 데 있다. 빠르게 닿는 직접제어와, 정렬해 닿는 간접제어의 오랜 두 갈래는 결국 한 곳으로 수 렴한다. 검증되지 않은 명령은 설비에 닿지 않는다는 원칙이다.
자율제조로 가는 길에서 설비제어의 현재와 미래를 한 문장으로 줄이면 이렇다. 우리는 설비를 더 빨리, 더 멀리서 제어 하는 능력을 이미 손에 쥐었다. 이제 필요한 것은 그 명령이 옳다는 것을 닿기 전에 확인하는 구조다. 추적성으로 기록하 고, 온톨로지로 의미를 부여하고, 시뮬레이터로 미리 검증하고, 제약된 경로로만 흘려보내는 그 구조 말이다.
자율제조는 AI가 더 똑똑해질 때가 아니라, 우리가 그 명령을 신뢰하고 통제할 수 있을 때 시작된다. 설비제어의 미래는 더 빠른 손이 아니라, 잘못된 손을 멈출 수 있는 구조에 달려 있다.
참고 출처)
Audi 디지털트윈·가상 PLC 사례: Automotive Manufacturing Solutions, "A common digital twin for
production transparency at Audi" — https://www.automotivemanufacturingsolutions.com/smart-factory/a-common-digital-twin-for-production-transparency-at-audi/2643558
OPC UA의 미들웨어 역할·표준화·지연 트레이드오프: Control Design, "The impact of OPC UA on PLCs and controls engineering" — https://www.controldesign.com/connections/data-acquisition-
monitoring/article/33015136/the-impact-of-opc-ua-on-plcs-and-controls-engineering
OPC UA 개방성·보안·미래(OPC UA FX 등): Control Design — https://www.controldesign.com/connections/data-acquisition-monitoring/article/33019333/opc-ua- openness-integration-security-and-future-innovations
MES/SCADA/PLC 통합 흐름: Cerexio — https://cerexio.com/blog/mes-scada-plc-iiot-integration